

Our Miniatures Start with Our Campaign Guides
Before anything is sculpted in 3D, the vast majority of it is drawn in 2D. Our art team draws and colors literally thousands of uniform images for each of our ESR Campaign Guides. These 2D line art drawings are then sent to our sculpting team.

From Digital Clay to Digital Sculpts
Then given this 2D artwork, each ESR miniature literally start as a block of digital clay. Manipulated by incredibly talented sculptors, that block can turn into a French Sapper or a Russian three-horse caisson. You can even watch the whole time-elapse process.



Development is collaborative
We pass notes back and forth between our art, research, and sculpting teams to ensure that what we’re producing for the ESR Miniatures line matches what we produce in our ESR Campaign Guides. Calling out subtle uniform details that may have been missed, or identifying potential production issues where the pose or angles may cause problems in molding.

Printing, So Much Printing.
After sculpting, each miniature exported as an STL, staged, and printed at 10-20 microns on a resin 3D printer to create ‘masters’. This incredibly high resolution would take upwards of 12, 18, or even 20+ hours on a prosumer grade 3D printer and is required to ensure there are no layer lines on the masters and intricate details are clear on such small scale miniatures. This means that even details like pocket flaps and shako cords will transfer crisply to the final production.

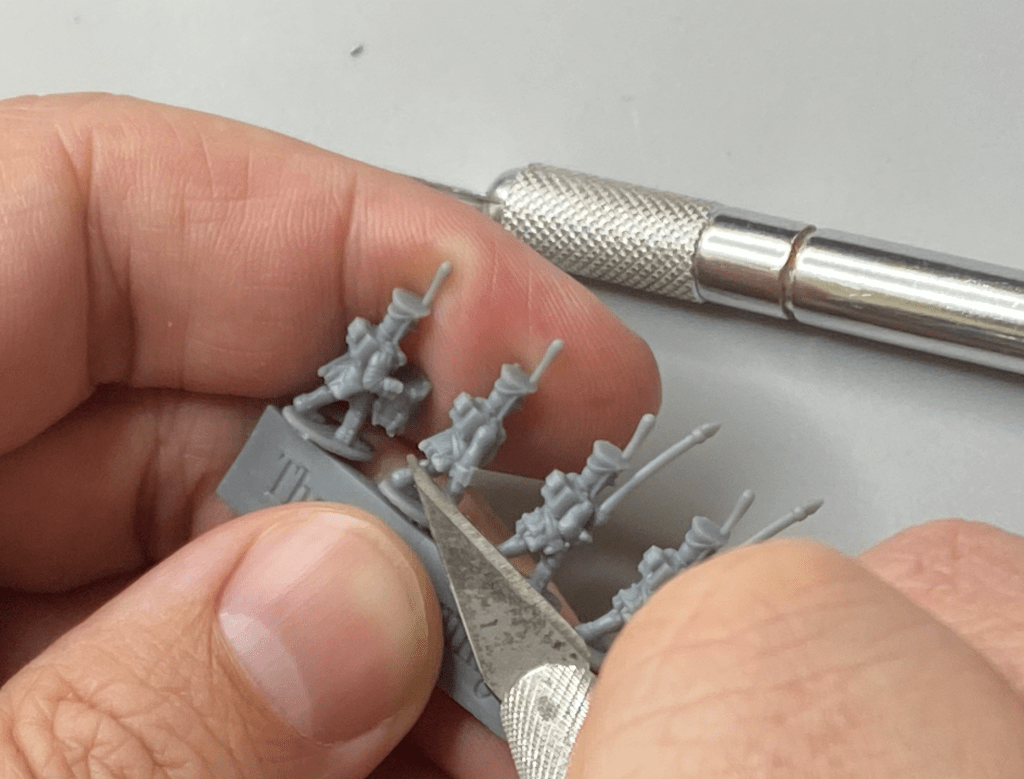
Cleaning… So Much Cleaning.
The masters are hand cleaned. After they are washed to remove excess resin, dried to allow the alcohol wash to evaporate, and final curing is performed, each master is hand-cleaned with a sharp modeling knife. This is done to cut away any remaining the connection points of the supports necessary when printing each sculpt.
So Many Molds…
The cleaned master parts are inserted into silicone molds to create the cavities that will be filled with molten plastic via thermocasting injection molding to produce the miniatures you will bring to life on your tabletops. This is different from injection molding using HIPS (high-impact-polystyrene) or PVC (polyvinyl chloride) which use steel or aluminum molds.








Mold capacity varies greatly to optimize the flow of molten plastic and fill which together determine the yield of each mold shot. High capacity molds may yield up to 80 miniatures across 16 cavities. One of the significant hurdles to launching ESR Miniatures is the sheer number of molds. A single ESR Force Pack for a nationality/faction generally requires upwards of 30 unique ‘parts’ which often means an equal number of molds. Thirty molds isn’t a lot of molds, but 30 molds to create a single box set is a very frontend loaded paradigm.
Shots! Shots! Shots!
And then the production starts. So much production. All the production. Is it worth it? You tell us. No seriously, tell us. It has been a stressful journey and we’re thinking about shots :-p


